加工精度について
仕上り径精度 IT8〜9
公差範囲
φ50では、0.039〜0.062mm
φ100では、0.054〜0.087mm
仕上り表面粗さ
Rz6.3μm以下
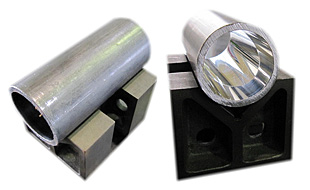
(加工例)
下穴φ99.5mmの冷間引抜き材の穴を、
1パスで穴径φ100H9(0〜0.087mm)
表面粗さRz6.3μm以下に加工
加工サンプル
最大加工長 12m以内
加工方式について(1WAYと2WAIの違い)
1WAY
メリット
早戻しができるため、加工時間が短い
デメリット
スカイビングとローラーバニシングの回転速度・送りが同一であり制約がある。
2WAY
メリット
スカイビング、ローラーバニシングそれぞれの最適条件で加工できる。
デメリット
1WAYに比べて加工時間が長い
効果
従来の方式(ホーニング)のデメリット
- 砥石を使って加工を行うために廃液(スラッジ)が出てしまい処分するために多額の費用がかかる。
- 面粗さの調整や加工径の調整が難しく、熟練した作業者が必要である。
- 1本の製品を仕上げるのに加工時間がかかりすぎる。
- 面粗さが粗いためにパッキン等の消耗が激しい。
ローラーバニシング加工による効果
-
加工面の面粗さが改善されると同時に次の効果も得られます。
- 疲労強度の向上
ローラーバニシング加工では、表面粗さが改善すると同時に表面層に残留圧縮応力が生じ、疲労強度が向上します。
- 摺動部品の寿命向上
ローラーバニシング加工で仕上げた表面は“山の部分”が押しならされて平らなプラト一面(台地形状)になり、シール材やOリング、パッキン等との接触が滑らかになり、スティックスリップや摩耗が著しく減少します。 - 環境対策
ローラーバニシング加工をする事で良好な仕上り面が容易に得られるとともに、研削やホーニングなどで見られる産業廃棄物(スラッジ処理)の問題がないため、生産性や環境対策に大きな成果を上げることができます。 - 初期摩耗のカット
ローラーバニシング加工した製品は表面の凹凸が押しならされて平滑化し、さらに降伏点が上昇しているため長期間にわたってガタが生じることなく、安定した性能が維持できます。 - 導入によるメリット
- スカイビング&ローラ−バニシング加工では砥石を使用しないため、スラッジは発生しません。
- 機械本体はすべてNC制御になっており長さの変更や加工条件の変更は容易に行えます。
- 表面粗さが、0.4〜1.2μRmaxと高精度に仕上がります。
- 凹凸のない仕上り面は、摺動面やシール面に最適です。
- 金属組織が綿密になり、表面硬度が上昇しているため、耐摩耗性が大幅に上昇します。